Seepex BN pumps are renowned for their efficiency and reliability in various industrial applications. These progressive cavity pumps are designed to handle a wide range of fluids, making them suitable for diverse industries. In this article, we will explore the key sectors that benefit from Seepex BN pumps and highlight their unique features that make them a preferred choice.
Overview of Seepex BN Pumps
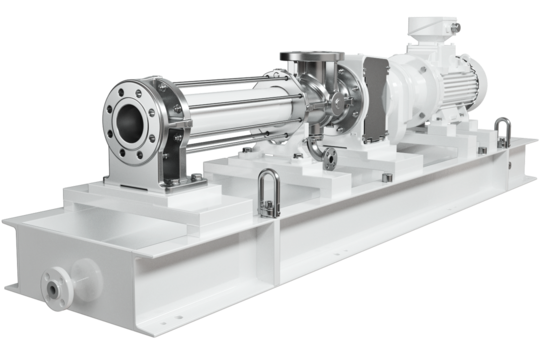
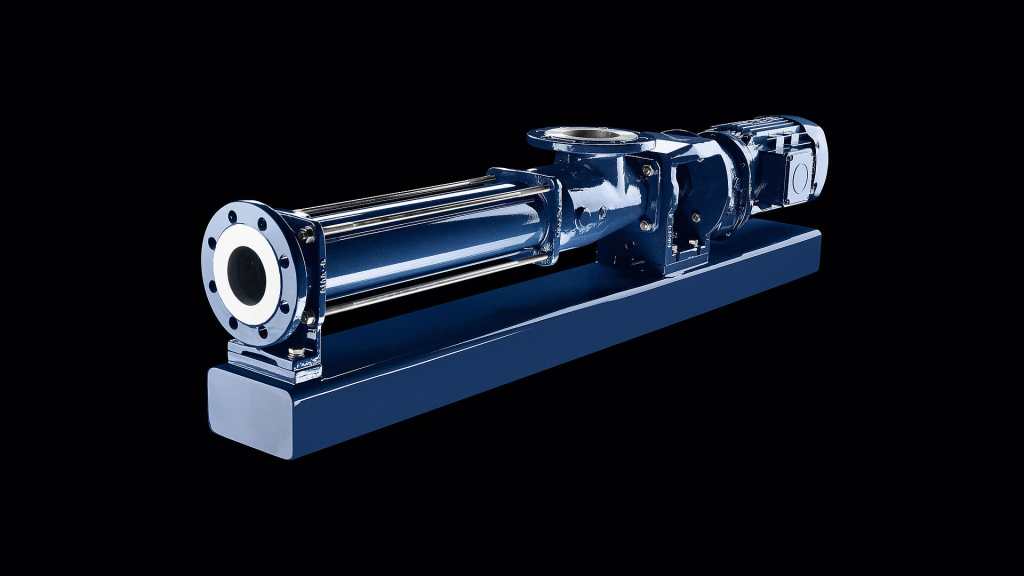
Seepex BN pumps are characterized by their ability to convey viscous and shear-sensitive fluids. Their progressive cavity design allows for smooth and continuous flow, making them ideal for applications that require precise dosing and handling of difficult materials. The robust construction ensures durability and longevity, which is essential for industrial environments.

Industries Utilizing Seepex BN Pumps
1. Wastewater Treatment
In the wastewater treatment industry, Seepex BN pumps play a crucial role in transporting sludge and other viscous waste materials. Their ability to handle varying viscosities and solids content makes them ideal for:
- Sludge pumping: Efficiently moving thick sludge from one point to another.
- Chemical dosing: Precisely adding chemicals for treatment processes.
- Aeration: Ensuring proper mixing of wastewater with air to support biological treatment.
2. Food and Beverage
The food and beverage industry demands high hygiene standards and the ability to handle sensitive materials. Seepex BN pumps are commonly used for:
- Pumping viscous food products: Such as sauces, pastes, and purees without damaging the product.
- Transfer of liquids: Including juices and dairy products, ensuring minimal shear and maintaining quality.
- Cleaning processes: Efficiently transferring cleaning agents and water during sanitation.
3. Chemical Processing
In chemical processing, the handling of corrosive and viscous fluids is a daily challenge. Seepex BN pumps are ideal due to their:
- Versatile material options: Available in various materials to resist corrosion and wear.
- Consistent flow rates: Ensuring accurate dosing of chemicals and additives.
- Ability to handle a wide range of viscosities: From thin solvents to thick slurries.
4. Oil and Gas
The oil and gas industry requires robust solutions for transporting viscous fluids and slurries. Seepex BN pumps are used for:
- Crude oil transfer: Efficiently moving crude oil and its by-products.
- Produced water handling: Managing the disposal or reinjection of produced water.
- Chemical injection: Dosing chemicals needed for drilling and production processes.
5. Pulp and Paper
In the pulp and paper industry, Seepex BN pumps are essential for:
- Slurry transport: Moving pulp slurries and other viscous materials through the production line.
- Chemical dosing: Adding necessary chemicals for bleaching and treatment processes.
- Waste management: Handling wastewater and sludge generated during production.
6. Mining and Minerals
The mining industry often deals with abrasive and thick materials. Seepex BN pumps are utilized for:
- Slurry transport: Efficiently moving mineral slurries with high solid content.
- Chemical processing: Dosing reagents in mineral extraction processes.
- Water management: Pumping water used in mining operations.
Benefits of Using Seepex BN Pumps
The advantages of Seepex BN pumps extend across various industries, making them a top choice for many applications. Some key benefits include:
- High efficiency: Designed to minimize energy consumption and operational costs.
- Versatility: Capable of handling a wide range of fluids, including those with high solids content.
- Durability: Built to withstand harsh operating conditions, ensuring long service life.
- Low maintenance: The design reduces wear and tear, leading to lower maintenance requirements.
Conclusion
Seepex BN pumps are a vital component in numerous industries, from wastewater treatment to food processing and mining. Their ability to handle challenging fluids, combined with their efficiency and durability, makes them an indispensable tool for industrial operations. As industries continue to evolve, Seepex BN pumps will remain at the forefront, providing reliable solutions for fluid handling needs.